
炼铁圆盘给料机故障检测及处理
炼铁圆盘给料机故障检测及处理
电话:18803739170 发布时间:2019-11-28 16:38 本文地址:/fuwu/wenti/320.html
1 前言
炼铁老区喷煤系统共有圆盘给料机15台,是将料仓容器内的煤连续均匀地供给胶带式运输机的设备。根据机械行业标准JB/T3666-1996规定,其动力部分可选用Y(异步)、YCT(电磁调速)、Z2(直流)三种电动机,炼铁圆盘给料机的动力部分则全部采用电磁调速电动机。由于大多数现场操作人员和维修人员对其结构、原理不甚了解,对设备的操作及维护往往做得不够到位,为此新乡市百盛机械有限公司机械工程师将日常积累的一些经验整理出来,以供学习和交流。
2 电磁调速电动机
电磁调速电动机(又称为滑差电机)在电机分类中属于特殊类电动机,其结构与工作原理与交流异步电动机和直流电动机都不尽相同,它是一种交流无极调速电动机,可进行较广范围的平滑调速(调速比一般为10:1)。同时电磁调速电动机又可分为有刷式和无刷式,针对工况和维护强度的不同,一般情况下都采用无刷式电磁调速电动机,但工作机制基本相同。
2.1 无刷式电磁调速电动机的结构
无刷式电磁调速电动机的结构如图1所示。
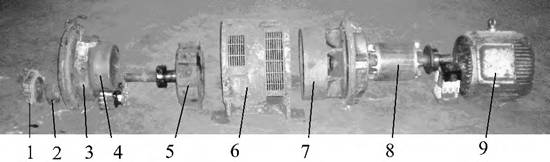
图中1是三相交流测速发电机定子,固定于端盖上;2是三相交流测速发电机转子(永磁式),固定于从动轴上随轴旋转;3是励磁绕组,固定在励磁铁芯上;4是励磁铁芯(铸钢材料),固定在端盖上;5是转差离合器(转动部分),为铸钢材料,四周均匀分布着6个凸极式磁极,与从动轴相固定;6是励磁机机壳;7是电枢,与原动机的转子进行轴连接,并随其转动;8是三相异步电动机的转子;9是三相异步电动机定子。
2.2 无刷式电磁调速电动机的工作原理
无刷式电磁调速电动机的工作原理:三相笼型异步电动机作为原动机,拖动电枢旋转,若励磁绕组没有通入电流,此时输出轴不会转动。如果励磁绕组通以直流电流时,则沿气隙圆周面转差离合器各个极靴面与励磁机机壳之间形成上N、下S或者是上S、下N的励磁磁场(磁场极性视励磁绕组电流极性而定);此时电枢在这个磁场中切割磁通而产生感应电动势,从而在电枢中产生涡流,此涡流与转差离合器上的励磁磁场相互作用,产生电磁转矩,带动输出轴随电枢同一方向旋转,但其转速恒低于电枢的转速。当励磁电流越大,电枢与磁极间作用力就越大,转速就越高;反之转速就越低。因此,只要改变励磁绕组电流的大小,就可调节输出轴的转速,从而实现调速目的。
3 调速控制器
电磁转差离合器在电磁调速电动机中起到了主动轴和从动轴之间"离"或者"合"的作用,其传送能量的电磁过程,和鼠笼式异步电动机通过气隙向转子传送能量的电磁过程完全相似。但由于转差离合器是由铸钢材料做成,电阻比较大,因此在励磁电流为某一定值时,其机械特性和一般异步电动机转子串较大电阻时的机械特性相似,所以特性比较软。为了提高机械特性的硬度,扩大调速范围,工程实践中大都采用带速度负反馈的闭环控制。由于速度负反馈作用的存在,使得电动机在负载增加时,转速的降低导致自动地增大励磁而得到补偿,从而使转速保持稳定。
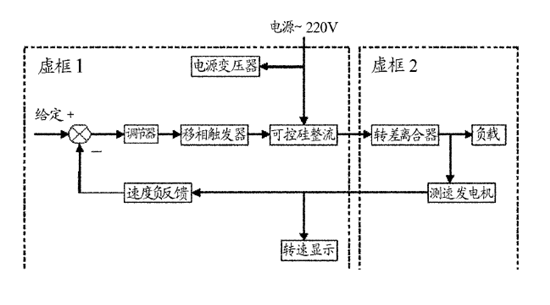
电磁调速电动机的调速控制方式如图2所示,虚框1部分为调速控制器,虚框2部分属于电磁调速电动机部分。其前馈通道包括给定环节、调节器、移相触发器、可控硅整流单元、电磁转差离合器、负载;其反馈通道则有测速发电机、负反馈电路等。
与电磁调速电动机配套的调速控制器型号较多,一般为JD1型、CTK-C型、JZT型和ZLK型,现就炼铁使用的JD1A型调速控制器进行说明。
3.1 JD1A型调速控制器的外观及校调方法
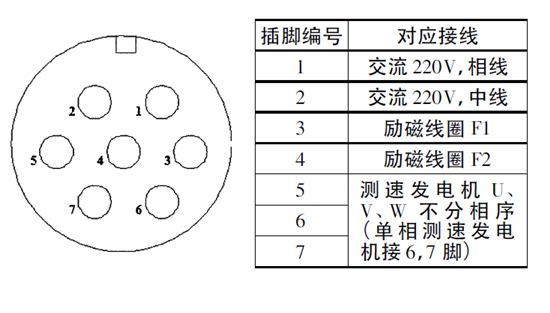
JD1A型调速控制器的外观如图3所示,接线方式如图4所示。
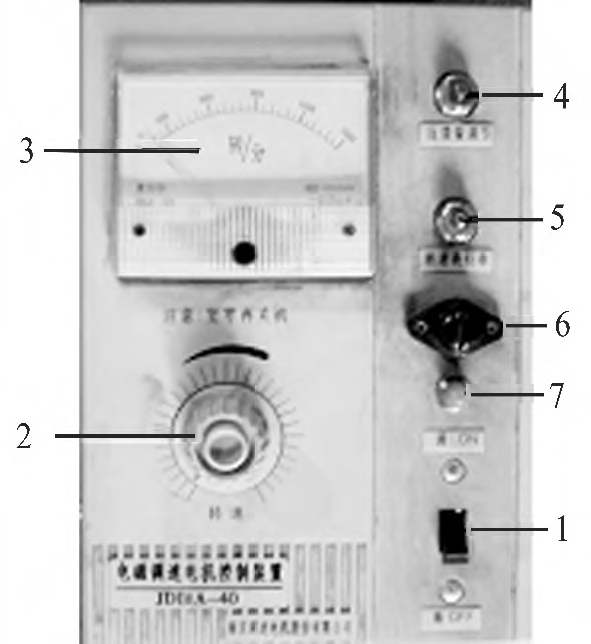
1 - 控制器电源开关; 2 - 转速调节电位器; 3 - 转速表; 4 - 反馈量调节电位器; 5 -转速表校准电位器;6 - 熔断器; 7 - 电源指示
JD1A型调速控制器的校调方法:
1)按图4接线方法连接好各部分线路,带负载进行调试。
2)检查转速表指针是否在零位,接通三相笼型异步电动机电源,检查转向是否和被动机械一致。
3)接通控制器电源,指示灯亮,转动"转速调节电位器",转速表读数应逐渐上升,根据需要将转速整定到某一数值稳定下来。
4)用机械式转速表或者是光电式转速表测量实际转速,如不相符,则调整"转速表校准电位器",使其一致。
5)同时调整"转速调节电位器"和"反馈量调节电位器",使得"转速调节电位器"调整到最大值时,转速与调速电动机铭牌上的最大额定转速一致。
3.2 JD1A型调速控制器的工作原理
JD1A型调速控制器主要由可控硅主回路、给定电路、触发电路、测速负反馈电路等环节组成,电路原理如图5所示。
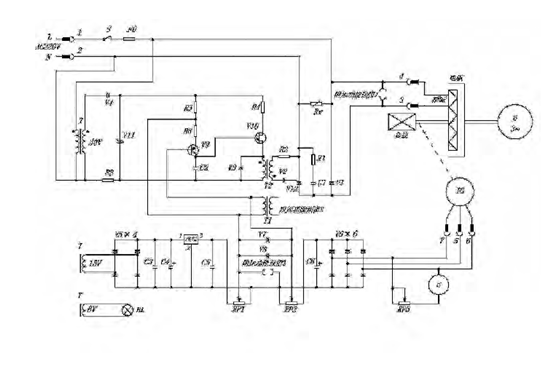
主回路:采用可控硅半波整流电路,励磁绕组为一电感性元件,为了让电流连续,在励磁绕组前并联一个续流二极管(V1)。主回路的保护分3个部分。其一采用熔断器(FU)起短路保护作用;其二交流电源进线侧并联压敏电阻(Rv)进行浪涌保护;其三在可控硅两端并联阻容元件(C1、R1)进行元件侧电压保护。
给定电路:15V交流电压由电源变压器(T)的第2组副边绕组经4个二极管(V5)桥式整流,然后通过C3、C4滤波,经三端稳压芯片(7812)稳压后加到给定电位器(RP1)的两端。
测速负反馈电路:交流测速发电机的三相电流经三相桥式整流后(V6×6),由电容C6滤波加到反馈量调节电位器(RP2)的两端。该直流电压随电磁调速电动机转速的变化而成线性变化。
触发电路:电源变压器(T)第1副边绕组40V交流电压经V4管整流、电阻R3和稳压管V11削波后,供给晶体管V9和单结晶体管V10。由给定电压和测速负反馈电压进行比较后,它们的综合信号作为控制信号加到晶体管(V9)的基极和发射极以改变V9的电阻(晶体管V9相当于可变电阻),内阻的改变导致电容C2充电电流的大小也在改变(也即是改变了电容C2的充放电时间),使单结晶体管产生的触发脉冲产生移相,从而改变可控硅的导通角,实现控制电动机转速的目的。
4 圆盘给料机故障检测
由于炼铁圆盘给料机动力控制采用的是带速度负反馈的电磁调速控制系统,因此其故障检测要结合电动机本身及调速控制器一起分析。
4.1 故障检测方法
首先,按照图4和图5中的接线方式接好电磁机与控制器之间的连线,接通电源,一级级检查:
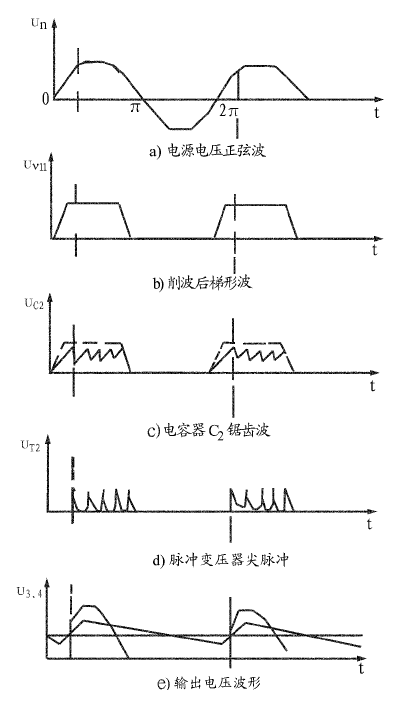
1)给定与反馈回路。首先用示波器检测V11两端的波形,如图6中b)所示。若波形不对,应检查给定与反馈回路有无电压输出,检查V7、V8是否有击穿短路现象。若前面检查都正常,则应重点检查供电电路是否正常,正常时稳压管V11两端电压为8V左右,如果所测电压不对,有可能是稳压管(V11)击穿、整流管(V4)损坏、变压器绕组断开。
2)前置放大电路。用示波器测C2两端的波形,如图6中c)所示。若波形不对,用万用表检测R6两端的直流电压,调节RP1使其在0~0.5V之内变化,若无电压输出,则检测供电部分是否正常;如果供电部分正常,测放大管V9的ec极电压,正常时应随RP1的调节在2.2~7.7V内变化,若无电压或是电压不可调,则可能是管子击穿、电容击穿或偏置电阻损坏。故障现象往往是不可调。
3)脉冲触发电路。如果前置放大电路正常,则应检查脉冲触发电路。用示波器测T2两端的波形,如图6中d)所示。若波形不对,应检测单结晶体管V10的峰值电压,正常时应随RP1的调节在0.28~3.0V内变化。若无电压或是电压不变化,则应是V10管损坏。
4)主回路。若脉冲触发电路正常,整机仍不能正常工作,一般是可控硅V12或是续流二极管V2损坏。故障现象往往是速度不可调、或是电动机不转、或是电动机飞转。
5)反馈回路。如果以上检测正常,整机工作还是不正常,则应检测反馈回路。可检测测速发电机绕组有无短路或断路情况;检测三相桥整电路是否完好;反馈量调节电位器(RP2)是否损坏;电容(C6)是否损坏。以上故障现象往往是电机转速一直上升到最大,转速调节电位器RP1不起作用。
4.2 故障实例
故障现象:当原动机启动后,接通调速控制器电源,只要稍微调节电位器RP1,调速控制器的熔断器FU就熔断。
检测过程:按以上检测方法检测,控制器内元器件都正常;检测测速发电机,发现测速发电机绕组对地绝缘为零;进一步检测,发现电磁绕组的直流阻值为10.7Ω,而控制器铭牌上标注最大输出电压为85V,最大输出励磁电流为5A。
分析故障:可能因现场环境因素,煤粉进入测速发电机内部,导致其最终对地短路;测速发电机绕组短路又导致反馈回路失效,因此调速控制器稍微调速就进入强励状态,励磁电流在工作时长期过大;可能的过负荷导致转差变大,电枢上的涡流损耗加大(以热量的形式表现出来),长期的高温损坏了励磁绕组的绝缘,从而造成匝间短路,降低了励磁绕组的直流阻值,所以就产生了这样的故障现象。
处置结果:更换1台电磁调速电动机,校调后,故障现象消失。
5 结语
炼铁圆盘给料机属于上世纪90年代中期的装备,采用了带速度负反馈的电磁调速系统。随着科技的发展,其优势渐渐转变为劣势,主要表现在:当系统的转速越低,转差能量损耗就越大,而且低速运行时的散热条件较差,必然造成电枢过热;系统采用了晶闸管半波整流(V-M系统),其脉动系数大,脉动电流会增加励磁绕组的发热,同时也会产生脉动转矩,对生产机械不利;基于晶闸管门极移相式触发,在较低转速运行时,晶闸管导通角很小,使得系统功率因数变差,并在交流侧产生较大的谐波电流,引起电网电压的畸变,成为"电力公害"。但是在现有生产经营情况下,不能对设备进行升级改造,因此仍有必要去了解和掌握每一台设备的结构和原理,并精心维护好。
上一篇:没有了
下一篇:没有了
- 山东生物科技4000吨醇解木质素项目 {dede:field name='pubdate' function='GetDateMk(@me)'/}
- 延化化工上煤系统(皮带机+破碎机+滚筒筛) {dede:field name='pubdate' function='GetDateMk(@me)'/}
- 湖南湘福建材链板输送机项目 {dede:field name='pubdate' function='GetDateMk(@me)'/}
- 福建糖业锅炉输渣系统 {dede:field name='pubdate' function='GetDateMk(@me)'/}
- 新疆维吾尔盐湖盐业定量螺旋输送机项目 {dede:field name='pubdate' function='GetDateMk(@me)'/}
- 斗式提升机物料打结引起故障如何解决 {dede:field name='pubdate' function='GetDateMk(@me)'/}
- 影响斗式提升机提升速度的因素 {dede:field name='pubdate' function='GetDateMk(@me)'/}
- 斗式提升机的工作流程有哪些特点 {dede:field name='pubdate' function='GetDateMk(@me)'/}
- 如何提高提升机的运行维护水平 {dede:field name='pubdate' function='GetDateMk(@me)'/}
- 斗式提升机材质如何选择 {dede:field name='pubdate' function='GetDateMk(@me)'/}


