
斗式提升机下料管的改进
斗式提升机下料管的改进
电话:18803739170 发布时间:2019-12-02 15:39 本文地址:/baike/342.html
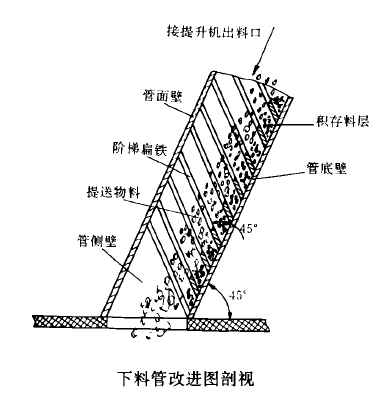
我厂以前长期用圆型管和方型管作为斗式提升机的下料管,如提送粒度较粗、较硬、而又温度高达200~300°C的小块烧成熟料时,磨损非常厉害,使用时间不长就需修补或更换。鉴于这种情况,我们将下料管壁厚由5~6mm改为8~10mm,但使用1a左右时间又会磨破漏料,造成粉尘的飞扬。同样的管壁,在使用圆型管作为下料管时,磨损后的修补过程,要用卷板机卷成直径与原管外径相同尺寸的弧形槽才能补焊。而使用方型管时,虽易补焊,但一般在方管底面与两侧面接触物料面积较宽,磨损较多,有时因两侧面也磨损变薄,修补困难,往往需先补焊侧板才能补底板。经过比较,我厂对机立窑至水泥磨机前的斗式提升机下料管选择方型管,在方型管上进行改进,改进的方法如图所示。减少管壁的厚度,采用3~5mm的薄铁板作方型管壁,先焊好方型管底面和两侧面三块,在管内底面和两侧面用40mm×4mm或30mm×3mm扁铁,按照管内底宽和两侧面高的尺寸取扁铁长度,把其排列焊成有顺序的"阶梯状",每节扁铁与管壁焊时只焊单面即可,不必两面全焊。该种改进主要目的和优点是使所提送的物料在管壁上存积一定厚度,利用物料本身作为磨擦层,减少物料对下料管的直接磨擦,延长管子的使用寿命。但是该种改进也有其缺点,主要是比普通管一次性制做工作量大,焊缝量多。
上一篇:提高螺旋输送机能力的途径
- 山东生物科技4000吨醇解木质素项目 {dede:field name='pubdate' function='GetDateMk(@me)'/}
- 延化化工上煤系统(皮带机+破碎机+滚筒筛) {dede:field name='pubdate' function='GetDateMk(@me)'/}
- 湖南湘福建材链板输送机项目 {dede:field name='pubdate' function='GetDateMk(@me)'/}
- 福建糖业锅炉输渣系统 {dede:field name='pubdate' function='GetDateMk(@me)'/}
- 新疆维吾尔盐湖盐业定量螺旋输送机项目 {dede:field name='pubdate' function='GetDateMk(@me)'/}
- 斗式提升机物料打结引起故障如何解决 {dede:field name='pubdate' function='GetDateMk(@me)'/}
- 影响斗式提升机提升速度的因素 {dede:field name='pubdate' function='GetDateMk(@me)'/}
- 斗式提升机的工作流程有哪些特点 {dede:field name='pubdate' function='GetDateMk(@me)'/}
- 如何提高提升机的运行维护水平 {dede:field name='pubdate' function='GetDateMk(@me)'/}
- 斗式提升机材质如何选择 {dede:field name='pubdate' function='GetDateMk(@me)'/}


