
BLT-800鳞板输送机的改进
BLT-800鳞板输送机的改进
电话:18803739170 发布时间:2019-12-03 11:54 本文地址:/fuwu/baoyang/swei/355.html
1 生产情况及问题
我公司Φ3m×11m机立窑设计产量为12.5t/h,其熟料输送设备为BLT-800×20m鳞板输送机,配备JZQ500-48.57-2减速器和有调速控制器的7.5kW调速电动机,鳞板输送机和减速器间由16A双排链条传动。投产初期,双排链条平均2个月更换一次。
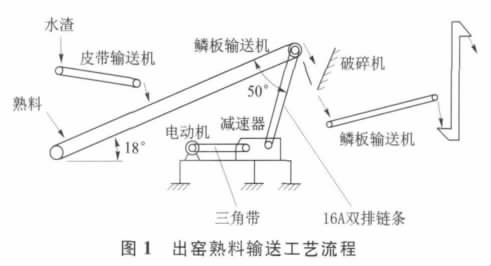
2002年5月,机立窑成球系统改造后,台时达到13.6t/h。由于水渣供应紧张,水分大,来不及晾晒,因此,在鳞板输送机旁增设B500带式输送机将水渣直接掺入熟料中,使水渣中的水分大部分依靠熟料中的热量蒸发掉,并可降低熟料的温度。水渣掺加量为7.5t/h。出窑熟料输送工艺流程如图1所示。
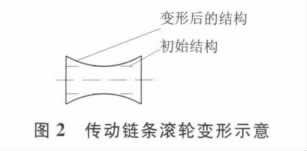
通过近一年的运行,链条损坏、拉断的几率增加,平均每月耗用6条。链条滚轮由直筒形变成两侧较对称的双喇叭形,且产生大量细小裂纹,见图2。
2 问题分析
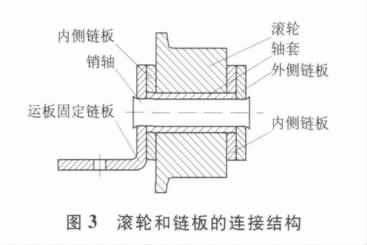
1)连接滚轮和链板的销轴结构不合理滚轮和链板的连接结构见图3。Φ14mm×70mm的销轴两端捶击,相当于铆钉固定的形式,此法的弊端:①销轴两端捶击部位易磨平而脱落;②鳞板输送机受力增大时,链板易从销轴两端脱离。有时一侧链板从销轴脱离而发生断链条现象,链条和运板被拉变形,无法使用,必须全部更换。
2)鳞板输送机设计安装角度较大,导致输送高度高达6.2m。传动链条设计安装角度不合理,夹角达到50°左右,导致传动链条受力过大。
3)7.5kW调速电动机由调速控制器控制,鳞板输送机有时出现运板和链条被拉坏、拉断现象,起不到有效保护作用。
3 改进措施
1)把16A双排链条改为24A双排链条,链轮亦相应更换。在制作链轮时,通过减少其齿数来保证链轮直径大小与原来的基本相同。
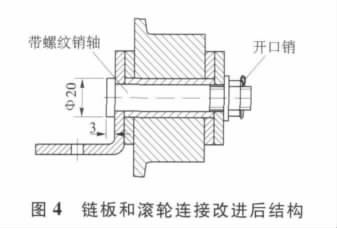
改进销轴结构,见图4。因销轴太多,更换时,应根据其两端磨损情况有选择更换,利用满仓、待料、停电等时间,做到有计划更换。
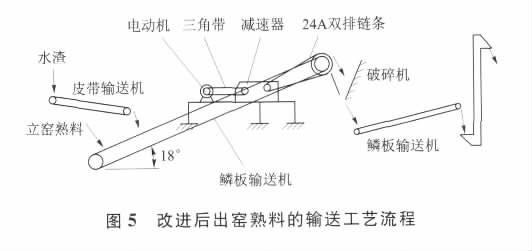
2)加高电动机和减速器的安装平台,使24A双排链条与鳞板输送机相平行,见图5。
3)把调速控制器控制的电动机改为由变频器控制的7.5kW的异步电动机。
4 使用效果
改进后,鳞板输送机运转非常好,24A双排链条能连续使用36个月,鳞板输送机断链条现象基本根除,保证了生产的正常进行。以后采购的鳞板输送机链条,其销轴按我方改进结构制作。
上一篇:斜式链斗输送机的料斗改进
- 山东生物科技4000吨醇解木质素项目 {dede:field name='pubdate' function='GetDateMk(@me)'/}
- 延化化工上煤系统(皮带机+破碎机+滚筒筛) {dede:field name='pubdate' function='GetDateMk(@me)'/}
- 湖南湘福建材链板输送机项目 {dede:field name='pubdate' function='GetDateMk(@me)'/}
- 福建糖业锅炉输渣系统 {dede:field name='pubdate' function='GetDateMk(@me)'/}
- 新疆维吾尔盐湖盐业定量螺旋输送机项目 {dede:field name='pubdate' function='GetDateMk(@me)'/}
- 斗式提升机物料打结引起故障如何解决 {dede:field name='pubdate' function='GetDateMk(@me)'/}
- 影响斗式提升机提升速度的因素 {dede:field name='pubdate' function='GetDateMk(@me)'/}
- 斗式提升机的工作流程有哪些特点 {dede:field name='pubdate' function='GetDateMk(@me)'/}
- 如何提高提升机的运行维护水平 {dede:field name='pubdate' function='GetDateMk(@me)'/}
- 斗式提升机材质如何选择 {dede:field name='pubdate' function='GetDateMk(@me)'/}


