
螺旋输送机施工技术
螺旋输送机施工技术
电话:18803739170 发布时间:2019-12-20 15:43 本文地址:/fuwu/baoyang/swei/445.html
1 概述
螺旋输送机位于工作塔内部,用于粮食行业中的粉尘输送。其立体示意见图1。
2 螺旋输送机施工方法
2.1 现场条件的准备
1)工作塔基础周围的地面回填己完成,我方拖车,吊车能进入安装位置;
2)螺旋输送机的基础工程基本完工,其混凝土强度不应低于设计强度的7500;
3)各测量控制点的坐标及标高准确清晰;
4)螺旋输送机基础中心线、标高及预埋件的位置、标高检查合格;
5)螺旋输送机所需的支撑材料,支撑钢结构己到位;
6)配有足够的验收合格的消防器材。
2.2 文件资料的准备
1)根据图纸进行建筑、结构、设备、工艺等专业的图纸熟悉工作,并对现场施工进度状况进行跟踪。
2)做好相应的技术规范的收集与整理。
3)检查设备产品出厂合格证书或质量检验证书;产品的安装图及产品安装使用说明书,产品的装箱清单;设备安装方案及各专业图纸的会审。
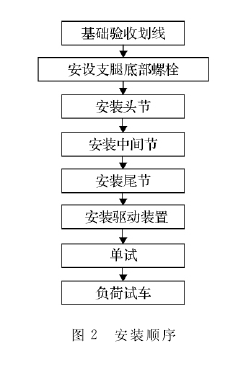
2.3 螺旋输送机安装顺序
安装顺序见图2。
2.4 螺旋输送机吊装方法
1)将所安装的设备倒运至工作塔附近地面。
2)吊杆一头挂配重,另一端吊设备,通过工作塔的预留吊装孔将设备吊入工作塔内的移动小车上,然后通过移动小车将设备移至安装位置。
2.5 头节、中问节、尾节的安装
1)安装前,必须先将螺旋输送机在运输途中或卸货时混入的孰土、污垢加以清洗,全部零部件清点齐全,安装人员允分了解螺旋输送机的安装要求,然后才能着手进行安装工作。
2)按照头节、中问节、尾节的顺序,并参照设备安装图和制造厂对各螺旋节编号,依次将螺旋输送机排列好,装好驱动装置及十字滑块联轴器。
2.6 机壳的组装应符合下列规定
1)不直度和纵向不水平度允差为长度的1/1000,全长为3mm。
2)横向不水平度允差为宽度的1/5000
3)相邻机壳法兰面的连接应平整,其问隙不应大于0. 5mm;机壳内表面接头处错位不应大于1.4mm。
4)机壳法兰之问宜采用垫片调整机壳和螺旋体长度之问的积累误差。
螺旋输送机的吊轴承应可靠地固定在机壳吊耳上;相邻螺旋体连接后,螺旋体转动应平稳、灵活;螺旋体轴线的直线度宜在吊轴承底座与机壳吊耳之问垫片调整,其直线度允许偏差不大于4 mm。
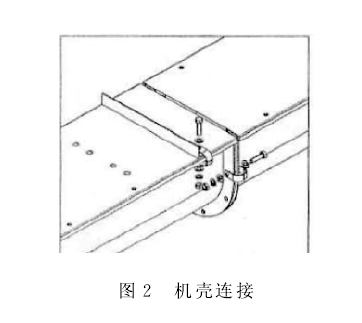
6)进出料口的连接法兰不应强行连接,且连接后不应有问隙(图3)。
7)螺旋输送机各节须在全部调整稳妥后,再拧紧基础螺栓。
2.7 驱动装置的安装
驱动装置低速轴和螺旋输送机前轴应是同心的。如使用十字滑块联轴器,则其平行偏差不得超过1/100,位移偏差不得超过0. 2 mm。
2.8 进、出料口的安装
1)进、出料口需现场安装的,在全机固定好以后再焊进、出料口。进、出料口的凸台支撑面与螺旋输送机的轴线平行。进、出料口与管道的联接处应紧密贴合,不得有问隙。
2)所有联接螺栓均拧紧到可靠的程度。
3 结语
螺旋输送机在安装过程中应严格控制壳体的直线度,避免运行过程中壳体与螺旋叶相碰刮擦,同时,调整各悬挂轴承的同心度,这样,才能保证螺旋输送机顺利运行。
上一篇:如何正确操作使用胶带输送机
- 山东生物科技4000吨醇解木质素项目 {dede:field name='pubdate' function='GetDateMk(@me)'/}
- 延化化工上煤系统(皮带机+破碎机+滚筒筛) {dede:field name='pubdate' function='GetDateMk(@me)'/}
- 湖南湘福建材链板输送机项目 {dede:field name='pubdate' function='GetDateMk(@me)'/}
- 福建糖业锅炉输渣系统 {dede:field name='pubdate' function='GetDateMk(@me)'/}
- 新疆维吾尔盐湖盐业定量螺旋输送机项目 {dede:field name='pubdate' function='GetDateMk(@me)'/}
- 斗式提升机物料打结引起故障如何解决 {dede:field name='pubdate' function='GetDateMk(@me)'/}
- 影响斗式提升机提升速度的因素 {dede:field name='pubdate' function='GetDateMk(@me)'/}
- 斗式提升机的工作流程有哪些特点 {dede:field name='pubdate' function='GetDateMk(@me)'/}
- 如何提高提升机的运行维护水平 {dede:field name='pubdate' function='GetDateMk(@me)'/}
- 斗式提升机材质如何选择 {dede:field name='pubdate' function='GetDateMk(@me)'/}


