
抛丸设备斗式提升机故障分析及处理方法
抛丸设备斗式提升机故障分析及处理方法
电话:18803739170 发布时间:2019-11-29 14:49 本文地址:/fuwu/wenti/dpro/328.html
抛丸设备是工程机械行业中不可或缺的设备,而斗式提升机是抛丸设备关键部位。斗式提升机一旦发生故障,将导致整个抛丸设备长时间无法工作。本文对抛丸设备斗式提升机常见故障进行了分析,并提出了相应的解决方法。
1 提升带跑偏
造成提升带跑偏的根本原因是提升带承受的所有外力的合力的方向与提升带运行方向不平行,即在提升带的宽度方向上的合力不为零。通过分析可知提升带的跑偏规律为"跑紧不跑松、跑高不跑低、跑后不跑前"。提升带跑偏主要有提升带重载时跑偏、提升带中
部跑偏和提升带头尾轮处跑偏。
1.1 提升带重载时跑偏
提升带重载时跑偏通常是因为进料口位置不适当,使进料时偏载。因此需改装进料口位置,使进料口保持在提升带中间状态。
1.2 提升带中部跑偏
提升带中部跑偏,通常是辅助导向辊安装不符合要求,提升带本身抗拉帘芯直线度不达标或提升带接头不正造成的。辅助导向辊安装误差所造成的跑偏,简单的调整方法是保证辅助导向辊的轴线与主动及从动辊的轴线平行即可。
由于提升带在制造过程中,是通过硫化制作拼接而成的,如果抗拉层芯直线度不达标,造成提升带使用一段时间后,在抗拉帘芯的作用下,提升带本身直线度变为不达标,必须重新更换合格的提升带。提升带接头不正所造成的跑偏是接头运转到哪里,那里就跑偏,可以将接头重新接正即可。
1.3 提升带头尾轮处跑偏
提升带头尾轮处跑偏通常是主、从动辊的安装有偏角,头轮表面的抗磨橡胶层过早磨损,或辊轮外径不一致所造成的。
主、从动辊的安装有偏角,最简单的处理是在提升带在滚轮上往哪边跑偏,就调整哪边的轴承座,使提升带跑偏一侧的拉力增大,提升带就会向拉力小的一侧移动,以达到纠偏的目的。
头轮抗磨橡胶层磨损后,只能重新挂胶更换; 为保证挂胶层的抗磨、耐热性能,最好选择丁腈橡胶( NBR) ,添加辅助剂时,将其表面硬度调整到邵氏硬度70 ~ 90 之间为佳。
2 从动尾轮轴承故障
造成从动尾轮轴承损坏的原因,通常是因为提升机壳体周围及内部丸料碎块将轴承密封或与轴承内圈配合的轴承台损坏后,造成轴承保持架损坏后抱死或轴承台处研磨后轴承内圈与轴承台有间隙。
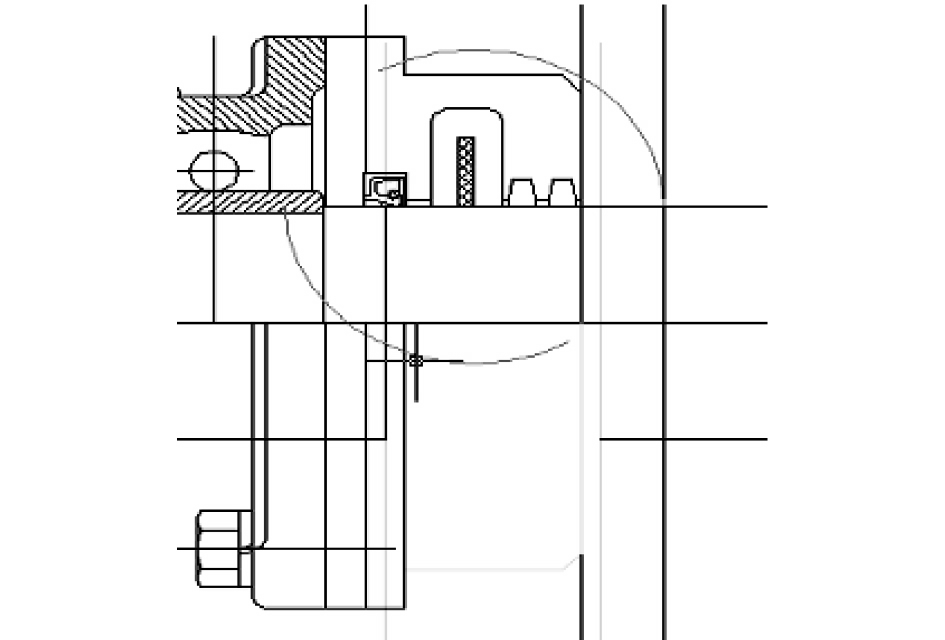
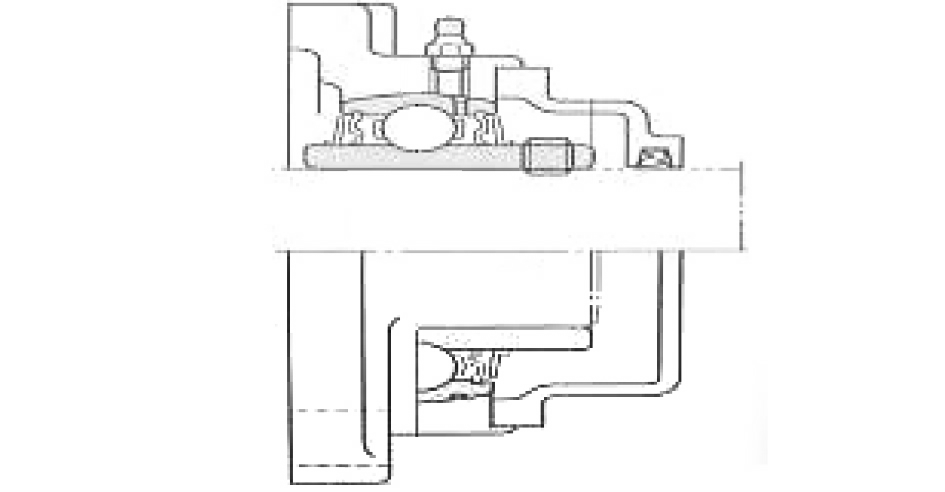
为防止提升机壳体周围及内部的碎丸将轴承密封损坏,可将轴承台内侧增加自制毛毡加尘封密封装置,如图1 所示; 同时将普通的方形座球面轴承UCF 系列更换为带有铸铁密封护罩的UCFC、UCFD 系列方形座轴承,如图2 所示。
3 提升带接头开裂
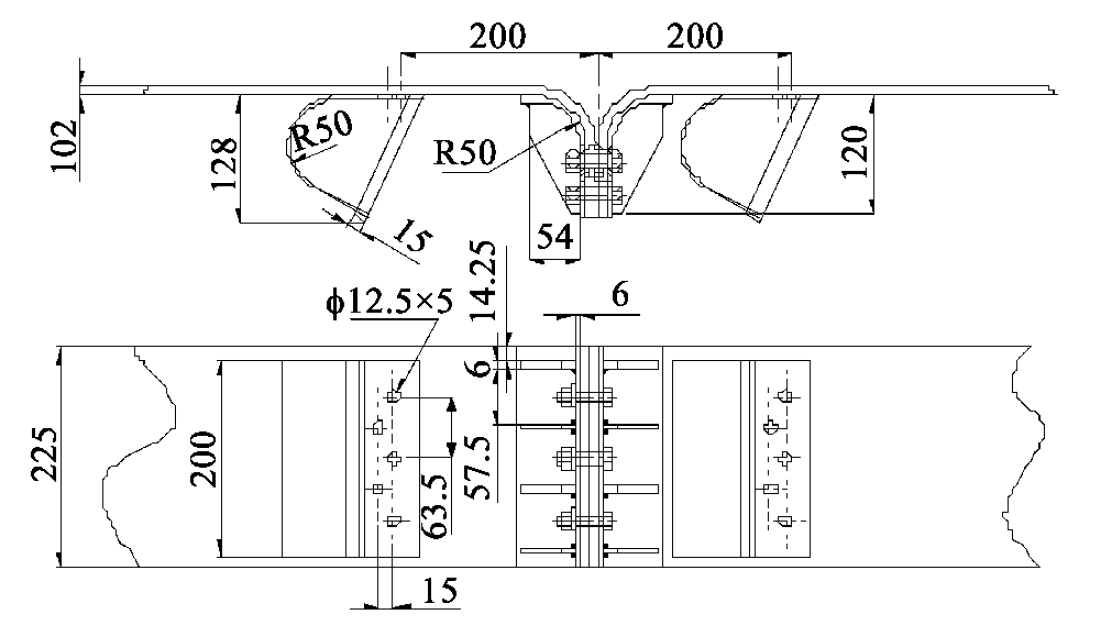
提升带的接头分为搭接式接头及机械接头。机械接头是一种可拆卸的接头,接头强度高,所以抛丸设备用斗提机通常采用夹板式机械接头,以减少对带芯及辊轮的损伤。常用夹板式接头如图3 所示,加工制作时根据带厚度来确定R 弧的角度及夹板厚度。
4 料斗螺栓过早损坏
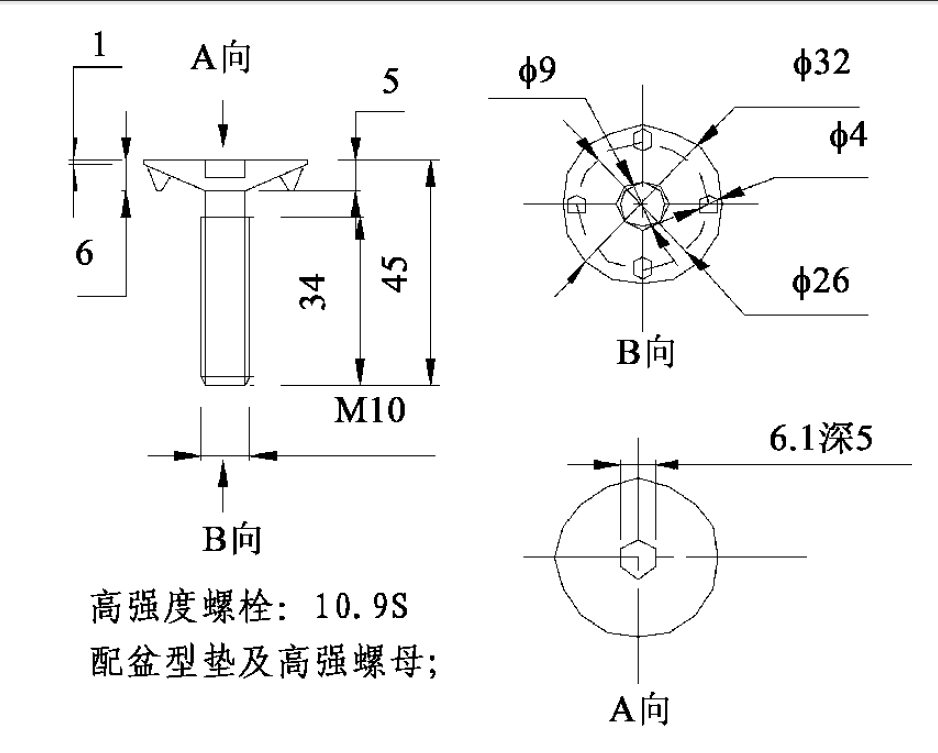
大部分提升带采用的料斗螺栓为普通的皮带螺栓,此种螺栓尾部垫片易被钢丸及尾轮损坏,垫片破碎失效后,螺栓在料斗的作用下直接从皮带上脱落,造成极大的故障隐患。采用锻打制作专用异型螺栓,可达到经济耐用、紧固牢靠的目的,如图4 所示。
5 卸料方式选择及调整
根据物料在卸料时受离心力作用的大小,卸料方式可分为: 离心式、重力式和混合式三种,如图5 所示。通常离心力卸料适用于运输流散性好的粉粒状和小块状物料; 重力卸料方式适用于块状的、沉重的、磨磋性的物料; 对于抛丸设备用的斗式提升机应采用介于其两者之间的情况,即采用混合式卸料方式,以减少丸料对料斗、提升带及提升机壳体的冲刷磨损。

6 结束语
通过对抛丸设备斗式提升机常见故障进行分析,提出了改进方法,在此基础上对其进行了改造,改造后的抛丸设备斗式提升机运行可靠,维护方便,降低了故障率。
下一篇:斗式提升机控制回路改造
- 山东生物科技4000吨醇解木质素项目 {dede:field name='pubdate' function='GetDateMk(@me)'/}
- 延化化工上煤系统(皮带机+破碎机+滚筒筛) {dede:field name='pubdate' function='GetDateMk(@me)'/}
- 湖南湘福建材链板输送机项目 {dede:field name='pubdate' function='GetDateMk(@me)'/}
- 福建糖业锅炉输渣系统 {dede:field name='pubdate' function='GetDateMk(@me)'/}
- 新疆维吾尔盐湖盐业定量螺旋输送机项目 {dede:field name='pubdate' function='GetDateMk(@me)'/}
- 斗式提升机物料打结引起故障如何解决 {dede:field name='pubdate' function='GetDateMk(@me)'/}
- 影响斗式提升机提升速度的因素 {dede:field name='pubdate' function='GetDateMk(@me)'/}
- 斗式提升机的工作流程有哪些特点 {dede:field name='pubdate' function='GetDateMk(@me)'/}
- 如何提高提升机的运行维护水平 {dede:field name='pubdate' function='GetDateMk(@me)'/}
- 斗式提升机材质如何选择 {dede:field name='pubdate' function='GetDateMk(@me)'/}


