
DDJ型大倾角挡边输送机皮带的修复
DDJ型大倾角挡边输送机皮带的修复
电话:18803739170 发布时间:2019-11-29 15:19 本文地址:/fuwu/wenti/spro/330.html
1 问题的提出
近年来,DDJ大倾角挡边输送机被广泛应用于煤矿等工业企业生产中,其基本结构和工作原理与通用带式输送机基本相似,主要区别是采用了特制的波形挡边输送带。挡边输送带是在通用的输送带两侧粘上不同高度的可弯曲、可伸缩的S型或W型橡胶波状挡边,同时在两条挡边之间的基带上依一定间距粘上横隔板,形成了"匣"型容器,以便运输物料。被输送物料先卸入大倾角皮带机水平段内,再经倾斜段内提升输送,至库顶由水平段卸出到下道输送机中。与斗式提升机相比,具有输送能力大、能耗小、便于维修等特点。但是,实际工作中,由于使用不当和皮带的意外原因,有时会使皮带机水平进料端周围集料太多,导致裙边和胶斗撕裂或脱落而被迫大修,甚至更换皮带。为降低生产成本,积极研究和探索大倾角输送机皮带修复工艺对煤矿企业十分必要。
2 需准备的材料及工具
DNJ-906粘结剂;
手提式抛光机(角向磨光机)1台,规格φ100mm,功率370W;
250W红外线灯3~5盏(具体视工作面情况而定);
钢丝刷若干;
自制的压具和压板。
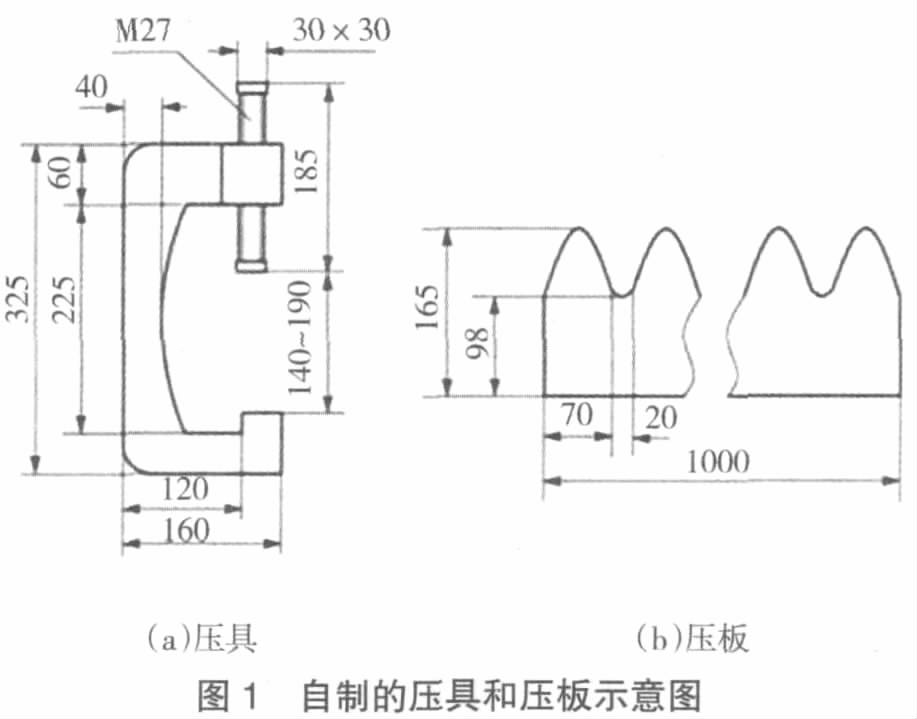
压具可用10mm钢板或用其它材料制作,但必须具有一定刚度、强度及平稳性,压板必须用3mm以上钢板且表面平整。压具和压板如图1所示。
3 修复过程
(1)清理现场环境卫生,并将需粘结的裙边、胶斗粘结面及平皮带表面清理干净,不得有灰尘、油污。
(2)用装有钢丝刷的手提式抛光机,均匀而薄地将平皮带、裙边等粘结处打毛,并将打毛处清理干净,注意不要将皮带帆布层打出或打毛处出现凹凸不平。
(3)刷胶前应先将DNJ-906粘和剂附带的DNJ-907硬化剂按10:(0.7±0.1)比例混合均匀,直到搅拌成均匀色,这样配出的胶具有固化快、粘结力强、耐热、耐老化和粘结时不需加热、固定加压等特点。
(4)用短毛排刷刷胶涂层,必须用力,同时保持薄而匀,每次涂层长度控制在1m左右,稍后用红外线灯间隔并排同时烘烤(若环境温度高,可自然干燥),烘烤距离保持在10cm左右,时间约5min,待其干燥后,再涂第二层;如遇到平皮带帆布层或其它纤维织物层,以及打毛处胶粒脱落明显的,至少应刷三层以上。
(5)待涂层干燥到不粘附手背时,将裙边或胶斗从前至后逐渐压置于涂层上,同时用锤从中间向边缘有序敲打,以排除内部空气,然后用锯齿状压板插入裙边根部区内,相对应平皮带底部放置一块规格相同的长方形平钢板,再用压具沿压板长度垂直方向伸入,将上下2块钢板固定在压具内,一般1m长压板配3~4个压具即可,压具丝杆处于裙边上部宽度中心线位置,然后用力转动丝杆,使裙边与平皮带紧密接触,以提高粘结效果,压紧时间不应低于15min,最好控制20min以上,通常粘结1m裙带需40min。对胶斗进行粘结时,无需压具,只要敲打排除空气粘牢即可。
4 修复后应注意的问题
(1)修复工作结束后,先空转1~2h检查,发现有开裂或脱落应及时进行处理;
(2)投料初期,按设计能力50%左右负荷进行,运转1~2个班,确定无误后,按正常负荷加料;
(3)使用过程中,如发现大倾角皮带机进出料端有集料,可能会影响裙边或胶斗正常工作的,应及时停车处理,严防裙边、胶斗撕落。
5 结语
通过采用以上工艺对DDJ大倾角挡边输送机皮带的修复与应用实践证明,修复后的皮带和新皮带相比,其性能和使用寿命几乎没有太大差别。这一修复工艺的应用,既延长了输送机皮带使用周期,又为企业节约了大量资金。
下一篇:链式输送机不同步问题的解决
- 山东生物科技4000吨醇解木质素项目 {dede:field name='pubdate' function='GetDateMk(@me)'/}
- 延化化工上煤系统(皮带机+破碎机+滚筒筛) {dede:field name='pubdate' function='GetDateMk(@me)'/}
- 湖南湘福建材链板输送机项目 {dede:field name='pubdate' function='GetDateMk(@me)'/}
- 福建糖业锅炉输渣系统 {dede:field name='pubdate' function='GetDateMk(@me)'/}
- 新疆维吾尔盐湖盐业定量螺旋输送机项目 {dede:field name='pubdate' function='GetDateMk(@me)'/}
- 斗式提升机物料打结引起故障如何解决 {dede:field name='pubdate' function='GetDateMk(@me)'/}
- 影响斗式提升机提升速度的因素 {dede:field name='pubdate' function='GetDateMk(@me)'/}
- 斗式提升机的工作流程有哪些特点 {dede:field name='pubdate' function='GetDateMk(@me)'/}
- 如何提高提升机的运行维护水平 {dede:field name='pubdate' function='GetDateMk(@me)'/}
- 斗式提升机材质如何选择 {dede:field name='pubdate' function='GetDateMk(@me)'/}


