
链式输送机不同步问题的解决
链式输送机不同步问题的解决
电话:18803739170 发布时间:2019-12-02 11:41 本文地址:/fuwu/wenti/spro/337.html
小型涂装车间多采用链式输送机,其优点为动力强劲、结构简单、技术成熟、造价低廉,尤以4"、6"空中型或地面型输送机使用最广。在涂装车间,设备故障引起的停线可以分为工艺设备故障和输送设备故障,输送设备故障率约占总故障的95%以上,链式输送机故障率为输送设备故障之冠。控制输送机故障率可提升涂装车间的生产效率。
1.链式输送机输送链的结构和原理
链式输送机由四大部分组成:动力单元、控制单元、执行单元、反馈单元。链式输送机由若干个自循环的输送链组成,每条输送链长度为50~300m,每条输送链由电机减速器驱动完成自循环。
链式输送机的原理:按照控制中心PLC设定程序,电动机通过蜗轮蜗杆或者斜齿轮减速器带动链条运行,链条再拖动工艺支架运行,由停止器实现工艺支架积车、放行、存储、排空,通过推车机实现工艺支架在两输送链间转挂,通过各传感器或感应开关来确定各工艺支架、链条、停止器等单元的参数和状态,并反馈至控制中心PLC,PLC根据设定程序发出下一步指令。
为了使工艺支架能在快慢链之间连续而稳定地转挂,两链条需同步。喷漆及烘干等工艺都单独设置输送链,链条之间的转挂也必须同步。
2.输送机链条不同步的因素
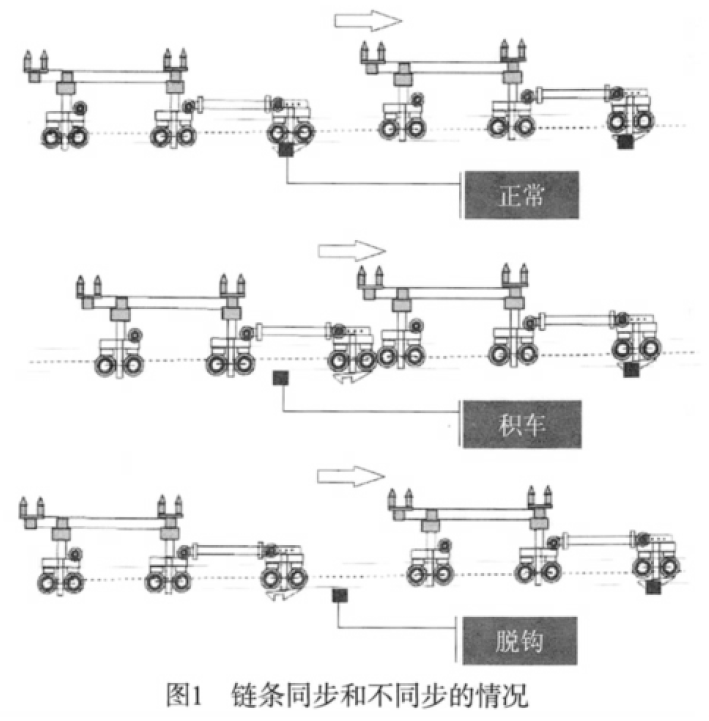
工艺支架在两链条上的转挂就是工艺支架的前小车与上工序输送链上的推头脱钩,等待并挂接至下工序输送链上。当工艺支架的前小车被带到转挂处时,下工序输送链的推头已经到达并离开转挂处时的现象称为脱钩;当工艺支架的前小车被带到转挂处时,下工序输送链的推头未到达,使该工艺支架要等待一定时间,此时后面的工艺支架又到达称为积车。积车现象与脱钩现象的原因均为两链条不同步(图1)。
造成不同步现象的原因如下。
(1)链条磨损变长、节距增大,是不同步的主因。链条和滚子润滑不良、小车磨损、链条爬行、负载不均衡都会导致链条急剧磨损。
(2)喷漆室轨道积漆过多,导致工艺支架自然脱钩,也会出现不同步现象。
(3)桥式烘干炉的上下坡,使工艺支架负载不均匀,输送链条有脉动现象,也会严重影响同步。
(4)人为拉车脱钩也能造成不同步现象。
3.链式输送机同步原理和调整方法
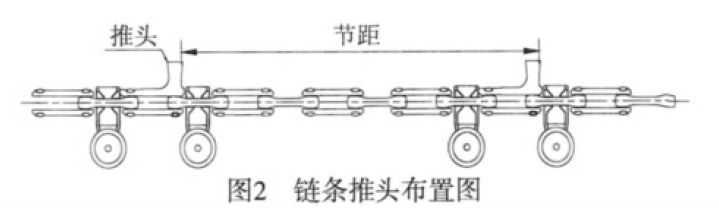
机械链式输送机链条上均布着若干推头(图2),带动工艺支架前小车运行,两推头之间的距离称为节距S,工艺输送链的节距比工艺支架长100~1000mm,输送快链的节距一般为工艺支架长度的1/3~1/2。工艺支架走完一个节距S的时间称为节拍t,链速则用v表示。节距、节拍、链速之间的关系为:t=S/v,式中节距S由设计决定。
造成不同步现象的原因如下。
(1)链条磨损变长、节距增大,是不同步的主因。链条和滚子润滑不良、小车磨损、链条爬行、负载不均衡都会导致链条急剧磨损。
(2)喷漆室轨道积漆过多,导致工艺支架自然脱钩,也会出现不同步现象。
(3)桥式烘干炉的上下坡,使工艺支架负载不均匀,输送链条有脉动现象,也会严重影响同步。
(4)人为拉车脱钩也能造成不同步现象。
3.链式输送机同步原理和调整方法
机械链式输送机链条上均布着若干推头(图2),带动工艺支架前小车运行,两推头之间的距离称为节距S,工艺输送链的节距比工艺支架长100~1000mm,输送快链的节距一般为工艺支架长度的1/3~1/2。工艺支架走完一个节距S的时间称为节拍t,链速则用v表示。节距、节拍、链速之间的关系为:t=S/v,式中节距S由设计决定。
因4号链为喷涂链应为基准链条,当4号链速发生变化时,只能调整5号链链速使之同步。
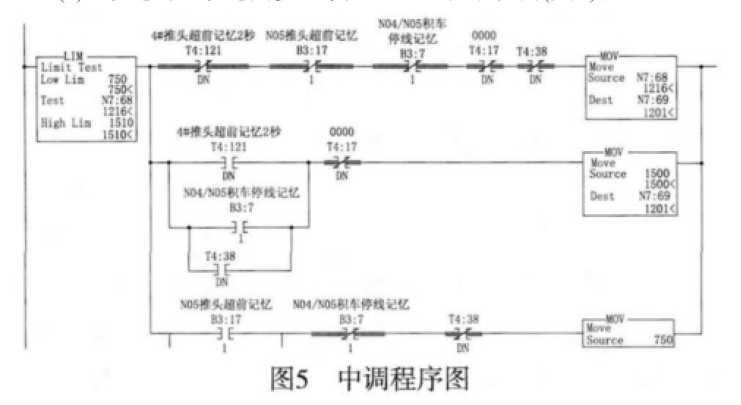
(1)4、5号链两推头同步差异较小时的微调(图4)。在4、5号链驱动站传动轴安装旋转编码器,并对PLC增加高速计数器,分别记下4、5号驱动站驱动轴旋转周波数N7:53、N7:61,设定4、5号链频率为N7:42、N7:52。
如图4所示,在4、5号链运行时,需对N7:61、N7:53随时进行比较:
①若N7:61>N7:53,5号链频率输入N7:52减8单位量;②若N7:61=N7:53,5号链频率输入N7:52不改变;③若N7:61<N7:53,5号链频率输入N7:52加7单位量。
通过上述3种情况的随时比较,调整链条运行频率,达到链条运行过程的微调。
(2)4号链与5号链同步差异<1/3S时的中调(图5)。
如图5所示:设定5号链编码运行一个节距的周波数为N7:68,当4、5号链运行一个节距S后,750<N7:68<1500,对4号链推头检测开关TSQ42的检测时间和5号推头检测开关TSQ51检测时间进行比较:
①若4号链推头检测TSQ42先于5号链推头检测TSQ51触发,认定为4号链超前,将5号链运行频率升为50Hz运行,一直运行到5号链检测开关TSQ51触发,5号链运行频率恢复原有设定频率;②若4号链推头检测开关TSQ42与5号链推头检测开关TSQ51同时触发,认定4、5号链同步;③若5号链推头检测开关TSQ51先于4号链推头检测开关TSQ42触发,认定为5号链超前,降5号链运行频率为25Hz并运行至4号链检测开关TSQ41触发,5号链运行频率恢复原有设定频率。
通过上述操作调整频率控制两链条同步,达中调目的。
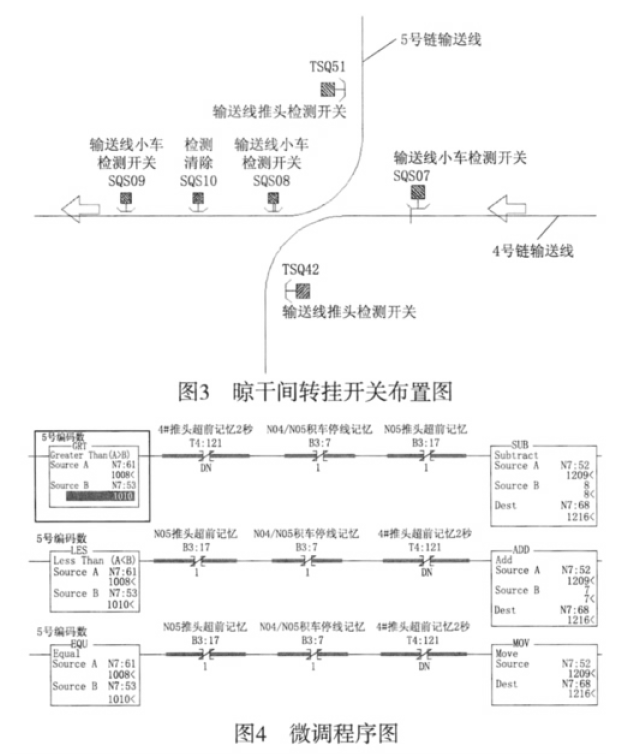
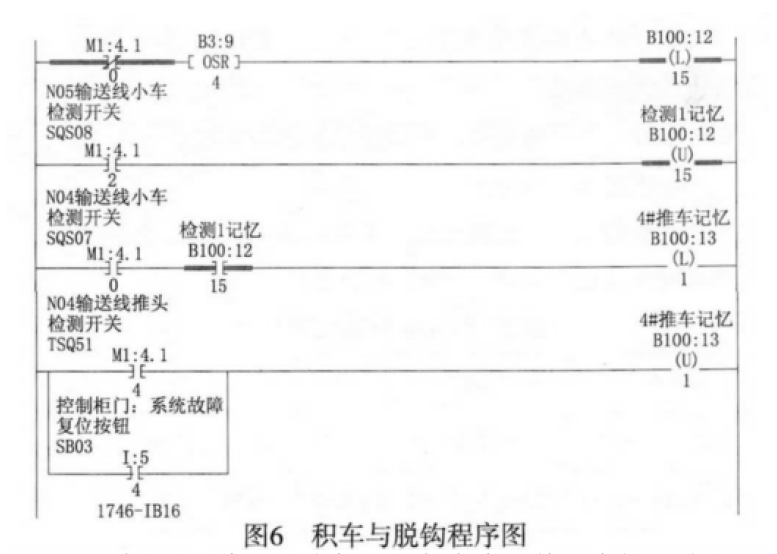
(3)4号链与5号链同步差异>1/3S时的急调。如图3、图6所示,第一辆工艺小车前小车在SQS08与SQS10开关之间停止未挂上推头,而第二辆工艺小车前小车达到SQS07开关处时,该现象称为积车。对5号链条调整频率升至40Hz运行,并停止4号链条,直到5号链下一个推头到达SQS08与SQS10开关之间带走该处工艺小车,并按顺序触发TSQ51、SQS10及SQS09三个开关后,积车现象就会解除,两条输送链恢复原有设定频率运行。当5号输送链推头挂上工艺小车,并且该工艺小车的后小车还处于SQS07与SQS08两开关之间的时候,这时4号链上的工艺小车前小车与5号链上工艺小车后小车积放,该现象称为脱钩。对5号链调整频率升至40Hz运行,并停止4号链条,直到5号链下一个推头到达SQS08与SQS10开关之间带走该处工艺小车,并按顺序触发TSQ51、SQS10及SQS09三个开关后,积车现象就会解除,两条输送链恢复原有设定频率运行;4号链运行带走第二辆工艺台车触发SQS07后,按积车现象处理完毕。
通过上述改变驱动电机运行频率来调整同步的几种方式的有机结合,有效解决了涂装一车间输送链系统工艺链之间不同步的难题,保证了自动机喷涂工艺的实施,保证了生产线的连续稳定运行。
下一篇:链式输送机张紧装置的改造
- 山东生物科技4000吨醇解木质素项目 {dede:field name='pubdate' function='GetDateMk(@me)'/}
- 延化化工上煤系统(皮带机+破碎机+滚筒筛) {dede:field name='pubdate' function='GetDateMk(@me)'/}
- 湖南湘福建材链板输送机项目 {dede:field name='pubdate' function='GetDateMk(@me)'/}
- 福建糖业锅炉输渣系统 {dede:field name='pubdate' function='GetDateMk(@me)'/}
- 新疆维吾尔盐湖盐业定量螺旋输送机项目 {dede:field name='pubdate' function='GetDateMk(@me)'/}
- 斗式提升机物料打结引起故障如何解决 {dede:field name='pubdate' function='GetDateMk(@me)'/}
- 影响斗式提升机提升速度的因素 {dede:field name='pubdate' function='GetDateMk(@me)'/}
- 斗式提升机的工作流程有哪些特点 {dede:field name='pubdate' function='GetDateMk(@me)'/}
- 如何提高提升机的运行维护水平 {dede:field name='pubdate' function='GetDateMk(@me)'/}
- 斗式提升机材质如何选择 {dede:field name='pubdate' function='GetDateMk(@me)'/}


