
NTD型钢丝绳芯胶带斗式提升机的安装与调试
0、前言
NTD型带式斗式提升机是采用离心式卸料、挖取式进料,以钢丝绳芯胶带为牵引件的新型斗式提升机。其最大特点是:提升高度超高(可达150 m),传动平稳,故障率低;且在某些特殊重要位置,是其他斗提机无法替代的(如水泥厂窑尾斗提机);在重要性方面应与主机相提并论。
目前,国内斗提机行业还没有统一的安装调试实用规范,因此由于安装精度不高使提升机不能正常运转的情况时有发生。笔者根据多年现场指导安装经验,并结合用户反馈的各种宝贵意见,撰写NTD型带式提升机的安装方法和调试程序,供相关人员参考。
1、NTD型带式提升机的安装方法与要点
1.1机壳的安装与调整
NTD型提升机为垂直布置,其基础承受斗提机的全部重量。故安装前必须对基础进行检查,然后再根据图纸要求在基础上安装地脚螺栓。将斗提机尾部机壳紧固在基础上,校准调平尾部机壳后再安装中部机壳(尾部上法兰面水平度允差≤ 1 mm/m ) .中部机壳安装一般是每3一4节为一单元,先在地面逐节连接,然后初步调整机壳的直线度、扭曲度,使其精度达到安装要求后拧紧互相联接的螺栓,整体吊起安装就位。特别要注意的是把带有大门的检修节和带有检视门的中间节要安装在便于检修和检视的楼层位置。
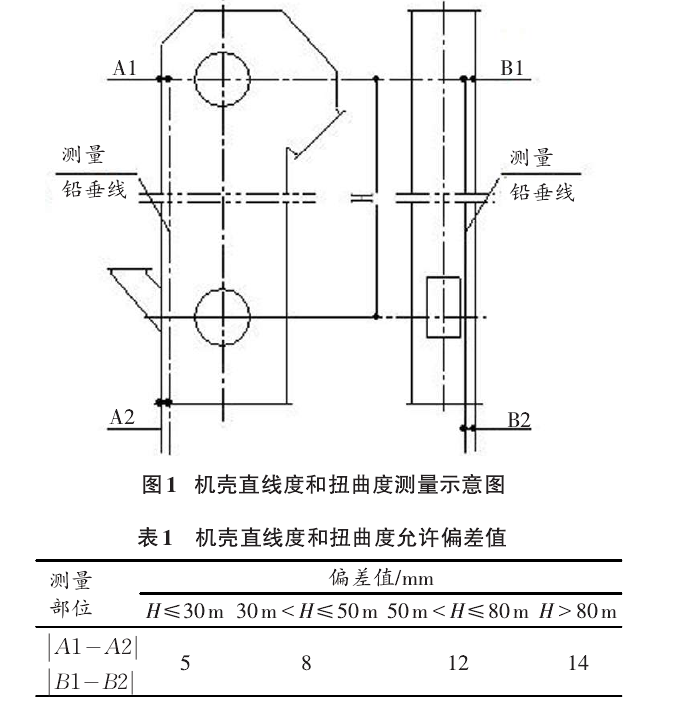
机壳全部安装后,用挂铅垂线的方法对整机机壳的垂直度作最后校正。我们的方法是以提升机最上部机壳法兰水平面为基准,在机壳的内部四角挂铅垂线,见图1。
按图1所示测量值应符合表1的规定。如果超过表1所列规定数值,则需进行调整。为了防止安装调整好的中部机壳发生位移,每隔6一8m安装一件中间支架。支架的安装应能保证提升机壳体能纵向自由伸缩,严禁支架与壳体间刚性联接。与上部区段联接的中部机壳必须安装中间支架,此后即可安装上部区段、平台并调整头尾轴。
1.2头尾轴的调整
具体调整方法:在上部传动滚筒进料口侧距离为A0的点吊挂铅垂线,如图2.
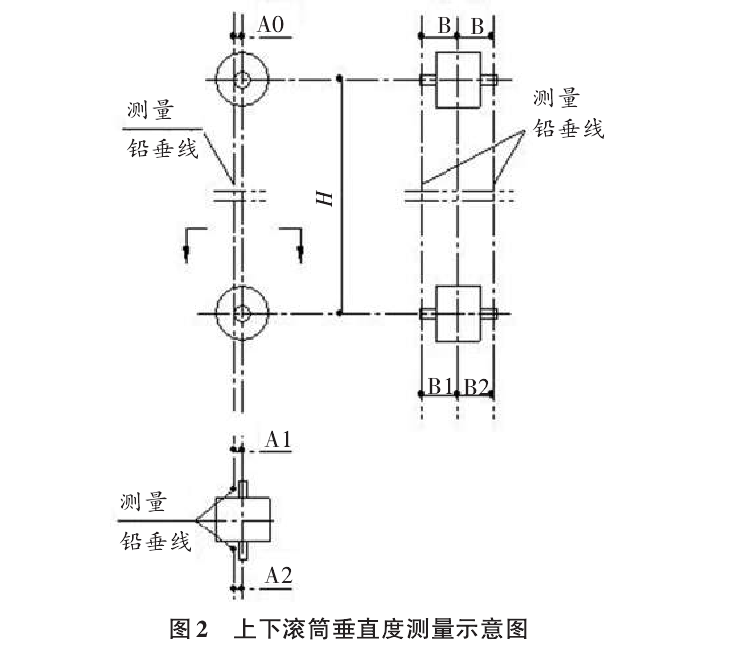
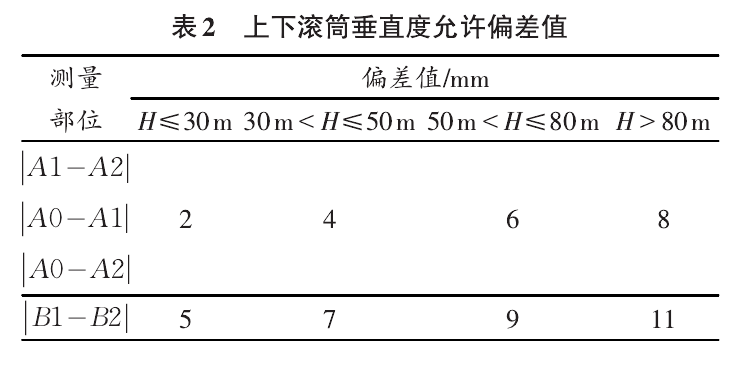
由于下部改向滚筒已固定在下部区段,没有调整余地,故以尾轴中心线为基准,测得A0-A1,A0-A2,A1-A2值且不得超过表2的控制范围。若超过表2的规定值,则要调整上部传动滚筒轴位置。设计时,将上部传动滚筒组轴承座支架孔设计成腰圆形,便于调整。当头尾轴中心线重合度符合要求后,紧固传动滚筒轴承座螺栓然后安装胶带。
1.3 胶带安装
安装胶带前,把下部张紧提升到靠近挡块的位置,拆除外凸的零件,如跑偏开关等。将胶带头与专用牵引器联接,牵引胶带使用牵引装置或电动绞车,不能使用斗提机的驱动装置。先将胶带由检修门中间节或机尾向上提起,绕过头、尾轮,将胶带接头在头轮最顶端处联接。胶带接头安装必须保证胶带接边的平行度。
当胶带连接好后,再装配料斗。安装料斗时,首先将4个配重斗子安装在带夹头对称位置,其他料斗安装采用间隔安装。每安装3只料斗后间隔10只料斗位置再安装下3只料斗,依次循环,直到安装完毕。注意,料斗、橡胶垫片都应与胶带保持垂直。
1.4驱动装置的安装
由于装卸和长途运输,电机与减速器的同轴度可能发生变化,安装前需检查电机与减速器轴径向位移(允差≤ 0.2 mm)和角位移(允差≤ 300),以及电机与液力偶合器轴向间隙(应为2一3 mm ),并必须检查电机旋转方向是否正确;经检查确定无误后,安装驱动装置,盖上左右半罩。然后重新将各项技术要求逐一检查,确认合格,清理安装现场,准备试运转。
2、NTD型带式提升机的调试运行
2.1 空载试运转
开机前,操作者必须仔细检查设备各连接部位是否已牢固,各润滑处是否已润滑,电器元件是否处在工作状态,电机接线是否正确等。开机后观察胶带和料斗的运行情况有无跑偏,要求运动部分不得与相关部分碰撞;要观察各密封装置是否漏油,驱动装置是否有噪声、振动现象,以及电气控制设备是否正常。运转2h后停机,要仔细检查所有连接螺栓(尤其是连接料斗与胶带的螺栓)是否松动,无异常情况后方可进行带载试车。
2.2 负载运转
斗提机应空载启动并运行5一10 min且无异常现象后,开始向提升机进料口连续均匀加料,但输送量不能超过设计要求。观察电动机在负载情况下电流是否超过额定值,电气控制是否正常,有无噪声等异常现象。
3、结语
NTD型带式提升机安装和调试质量的好坏,将直接影响设备的运行质量与运行效益。在没有相关规范和标准的情况,根据我们的经验,本文总结了该提升机的安装操作方法与控制要点,并就该机空载和负载试运转操作程序也作了简要介绍。我们实践的证明,按上述方法进行安装和调试运行,可以获得很好安装和调试质量,从而能有效确保该提升机的正常稳定运行。
上一篇:可拆链式输送机在选材作业中的应用
- 山东生物科技4000吨醇解木质素项目 {dede:field name='pubdate' function='GetDateMk(@me)'/}
- 延化化工上煤系统(皮带机+破碎机+滚筒筛) {dede:field name='pubdate' function='GetDateMk(@me)'/}
- 湖南湘福建材链板输送机项目 {dede:field name='pubdate' function='GetDateMk(@me)'/}
- 福建糖业锅炉输渣系统 {dede:field name='pubdate' function='GetDateMk(@me)'/}
- 新疆维吾尔盐湖盐业定量螺旋输送机项目 {dede:field name='pubdate' function='GetDateMk(@me)'/}
- 斗式提升机物料打结引起故障如何解决 {dede:field name='pubdate' function='GetDateMk(@me)'/}
- 影响斗式提升机提升速度的因素 {dede:field name='pubdate' function='GetDateMk(@me)'/}
- 斗式提升机的工作流程有哪些特点 {dede:field name='pubdate' function='GetDateMk(@me)'/}
- 如何提高提升机的运行维护水平 {dede:field name='pubdate' function='GetDateMk(@me)'/}
- 斗式提升机材质如何选择 {dede:field name='pubdate' function='GetDateMk(@me)'/}


